工具鋼(WS) スクエア ビュランを曲げる 5 [銅版画の道具と材料]

5 工具鋼(WS) スクエア ビュランを曲げる
程よい長さになれば柄を挿げます。写真のビュランの柄には、30ミリ程収まっています。使用してビュランが短くなれば、少し手前に引き出して使うことが出来ます。このビュランの刃先から柄尻までの長さは123ミリ程です。ビュランの技法書で述べている長さよりは幾分長めです。
ビュランの差し込み口が広くて収まりが悪ければ、楊枝などを削り取って埋めます。必要なら木工ボンドで木片を埋めてもよいと思います。ただ、樹脂系の接着剤は用いない方が賢明です。ビュランを取り出すことが出来なくなります。
この仕立てたビュランを研ぎ器で研いで銅板を彫ると、断面の中央から彫り屑が真っすぐ立ち上がります。とてもすっきりした使用感、彫り感です。そして、このスイス製のバローベ( vallorbe)のビュランは側面がしっかり出ていいるので、側面下の稜が刃になっており、アメリカ製のビュランのように側面を研ぎだす必要がありません。取り敢えず、断面のみを研いで使用すればよいと思います。因みに仕立てた写真のビュラン太さは、アメリカ製のビュラン№1と№2の中間くらいです。
※ ここで使用した真っ直ぐなビュランです。
バローベ vallorbe グレーバー 彫刻刀 彫金 細工 LO0501 WS スクエア サイズ (1.5mm)
ビュランの考察
今までアメリカ製のビュランを多く求めましたが、アメリカ製のビュランではなく、このようなしっかりしたビュランを幾種類か、数本あれば十分ビュランでの仕事ができると思います。そして、自身で仕立てれば良いビュランになります。
ネットでは、真っ直ぐなビュランは、155ミリの長いものの他に110ミリ程のものがあるので、十分角度を曲げてビュランに仕立てることが出来ると思います。
取り敢えず、最初は良く理解できないので、手当たり次第に求めて色々試すと良いと思います。自身の好きなことには、知らずと金と時間を費やすものです。そのようにして得られるものがあるような気がします。
工具鋼(WS) スクエア ビュランを曲げる 4 [銅版画の道具と材料]

4 工具鋼(WS) スクエア ビュランを曲げる
真っ直ぐなビュランを30°に曲げた後、柄を挿げる長さを考慮して不要な部分を切り落とします。それにはリューター用いると簡単に切り取ることが出来ます。ただ、最初から切り落とす部分を長く取らないで、少し短めに落として柄を挿げながら様子を見て、必要な長さ調整します。
写真はバイスに挟んで切り取ったところです。この後もう少し切り落として柄を挿げました。
工具鋼(WS) スクエア ビュランを曲げる 3 [銅版画の道具と材料]

3 工具鋼(WS) スクエア ビュランを曲げる
真っ直ぐなビュランを曲げて、治具に添わした状態です。刃先から80ミリの位置で30°に曲げています。これは、私の手の大きさなどを考慮して決めています。バーナーで熱してからバイスに挟んで曲げ、ペンチで挟み直して角度を微調整しました。1.5ミリ角のビュランですので、簡単に曲げることが出来ます。これくらいなら、ペンチだけで曲げてもよいと思います。
タグ:30°に曲げたビュラン
工具鋼(WS) スクエア ビュランを曲げる 2 [銅版画の道具と材料]

2 工具鋼(WS) スクエア ビュランを曲げる
バーナースタンドに置いたガスバーナーです。都市ガスとコンプレッサーで使用し、炎を一点に当てることが出来ます。ガスバーナーがあれば簡単なロウ付けも出来ます。
タグ:ガスバーナー
工具鋼(WS) スクエア ビュランを曲げる 1 [銅版画の道具と材料]
1 工具鋼(WS) スクエア ビュランを曲げる
真っ直ぐなビュランは、そのままでは銅版画に不向きなので曲げる必要があります。種類は少ないですが、ネットで購入することが出来ます。ここで曲げるビュランは1.5ミリの四角形ビュランです。長さが155ミリです。
曲げるにはガスバーナーを使用します。一点を熱してバイス、あるいはペンチなどを用いて、柄の近くを30°に曲げて、不要な部分を切り落として柄を挿げます。その為に、曲げる位置と角度を見るための治具をこしらえます。熱したビュランの角度を簡単に確かめることが出来ます。
治具に印している3本の線は、曲げる30°の支点から70、75、そして80ミリになります。ここでは、刃先から曲げる支点までの長さを80ミリにして曲げることにします。
※ ここで使用している真っ直ぐなビュランです。
バローベ vallorbe グレーバー 彫刻刀 彫金 細工 LO0501 WS スクエア サイズ (1.5mm)
ハイス高速度鋼(HSS)スクエアビュランを曲げる 6 [銅版画の道具と材料]

6 ハイス高速度鋼(HSS)ビュランを曲げる
切り取ったビュランに柄を挿げました。刃先から柄尻まで、123ミリです。熱して酸化した表面は耐水研磨紙で取り除きます。このビュランを研ぎ器で研ぎ、試し彫りをしたところ、断面の中央から彫り屑が真っすぐ立ち上がりました。尚、このハイス高速度鋼(HSS)ビュランの研ぎにおいても側面は研ぐ必要がありません。二側面の下はしっかり刃になっています。ですから、断面のみを研ぎ、その刃返りを取り除くだけです。とても良く切れる、彫ることができるビュランです。
※ ハイス高速度鋼(HSS)スクエアビュランを曲げる際の考察
この材質のビュランを曲げたのは、今回で二度目です。一度目は熱し方、曲げ方が悪かったせいか折ってしまいました。それで、そのビュランはロウ付けをして使用しました。
熱すると印した曲げる位置が分からなくなるので、バイスに挟む前に平タガネで軽く打刻すると良いかも知れません。バイスに挟む際の目安になります。また、ここでは玄能で直接打ちましたが、鉄片を当てて打つ方がよいかも知れません。
※ ハイス高速度鋼(HSS)に関する参考文献
『特殊鋼の知識』
タグ:ビュランに柄を挿げる
ハイス高速度鋼(HSS)スクエアビュランを曲げる 5 [銅版画の道具と材料]

5 ハイス高速度鋼(HSS)ビュランを曲げる
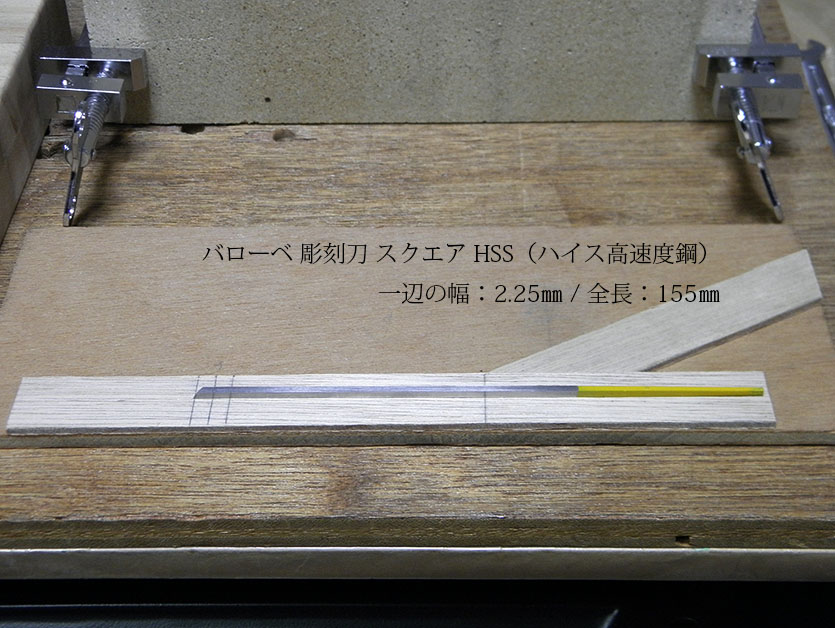
不要な部分を切り取ります。ここでは、マスキングテープを巻いて切断する位置を印し、リューターで切り落としました。バイス台に黄色く見えるのが切断したものです。45ミリ程の切り落としになります。この後、柄を挿げます。
タグ:ビュランの長さ調整
ハイス高速度鋼(HSS)スクエアビュランを曲げる 4 [銅版画の道具と材料]

4 ハイス高速度鋼(HSS)ビュランを曲げる
バイスに挟んで曲げたハイス高速度鋼(HSS)ビュランです。全長の1/2あたりで曲げています。この後、柄を挿げる部分を切り落として切り口を整えます。
※ ある程度太いビュランなら曲げたままでも良いのですが、細い№0などはそのまま仕立てて使用すると曲がります。それで、再度熱して焼き入れをします。しかし、この№0のビュランはあまり目にすることがないと思います。
ハイス高速度鋼(HSS)スクエアビュランを曲げる 3 [銅版画の道具と材料]

3 ハイス高速度鋼(HSS)ビュランを曲げる
ハイス高速度鋼(HSS)ビュランを十分熱し、ペンチではなく、バイスに挟んで玄能で打ち曲げます。更にバイスに挟んだ状態でも熱します。ここでは、単にバイスに挟みましたが、V字に切り込んだ口金に替えて挟めばしっかり曲げることが出来ると思います。また、直接玄能で打ちましたが、鉄片を当てて打つのが良いかも知れません。
ハイス高速度鋼(HSS)スクエアビュランを曲げる 2 [銅版画の道具と材料]

2 ハイス高速度鋼(HSS)ビュランを曲げる
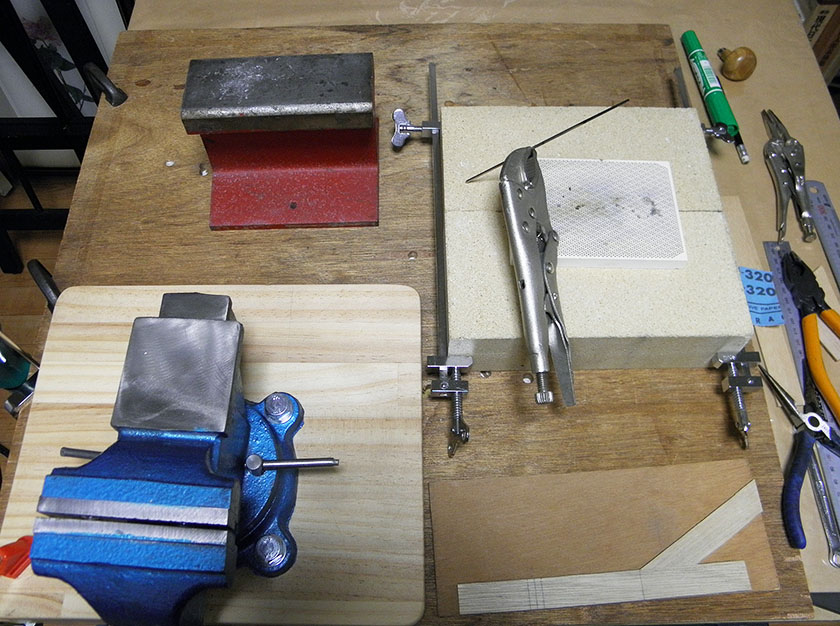
ビュランに印した点を中心に炎を当て十分熱します。その後バイスに挟んで玄能で打ち曲げます。その際にも挟んだ状態でガスバーナーで熱します。
ハイス高速度鋼(HSS)スクエアビュランを曲げる 1 / bend the burin [銅版画の道具と材料]
1 ハイス高速度鋼(HSS)ビュランを曲げる
写真のビュランは、ハイス高速度鋼(HSS)スクエアビュランです。以前、同じものを作家から頂いたのですが、普通のビュランのように曲げたところ、材質が違うのか折ってしまいました。それで、ずっとこうして曲げたらどうだろうかと思っていました。
このビュランもネットで手に入れました。十分熱してペンチではなく、バイスに挟んで玄能で打ってみると折れずに曲げることが出来ました。もし折れたら、以前のようにロウ付けを考えていたのですが、それをしないで済みました。
※ バローベ 彫刻刀 HSS(ハイス高速度鋼)スクエア 2.25㎜ / 全長:155㎜
ハイス高速度鋼(HSS)、工具鋼(WS) ビュランの仕立て [銅版画の道具と材料]

ハイス高速度鋼(HSS)、工具鋼(WS)ビュランの仕立て
真っ直ぐなハイス高速度鋼(HSS)、工具鋼(WS) のスクエア ビュランを曲げて仕立てたものです。右端のものは短くなったものを試しに曲げてみました。これでも十分に彫ることが出来ます。
ネットでは、ハイス高速度鋼(HSS)、工具鋼(WS) のビュランが販売されています。工具鋼(WS) のものは、全長が110ミリで太さの異なるものが9種類販売されています。取り扱い店によってはそれよりも長いものがありますが、太さの種類が少ないです。ビュランを仕立てるには、110ミリで十分です。ビュランの刃だけですので、別に柄が必要です。それらも別に販売されていますが、手元にあるものに挿げ変えればよいと思います。すべての種類をそろえなくとも、銅版画で使用するには数本あれば足ります。
曲げる際には十分熱して、ペンチではなく玄能で打ち曲げます。ビュランの角を打って曲げるので、歪むことなく曲げることが出来ると思います。自身で仕立てることで、アメリカ製の切れの悪い、曲げ角度の悪いビュランで仕事をせずに済みます。尚、商品はビュランではなく、vallorbe(バローベ)洋彫りタガネとして販売されています。
※ ハイス高速度鋼(HSS)は普通に熱して曲げることはできません。必ず折れます。この特殊鋼はかなりの温度で焼き戻しが必要です。それも一度ではなく、2、3度行う方が良いようです。詳細は下記のサイトが参考になると思います。
※ ハイス高速度鋼(HSS)に関する参考文献
『特殊鋼の知識』
※ 『特殊鋼の知識』は、削除されています。(2024.04.29 現在)
ですので、要点を簡単にまとめて見ました。
高速度鋼(通称 ハイス)の焼戻し(テンパ-)は、ダブルテンパ-が必須条件となる。できれば二次硬化のストレスを除く意味から 三回のテンパ-が理想的である。それは、一度の焼戻し(テンパ-)では、却って硬くなるので、二度の焼戻し(テンパ-)が必要になる。念の為に三回の焼戻し(テンパ-)を行う方が良い。
タグ:ビュランを仕立てる



銅板切断作業台の塗装 / 動画 [銅版画の道具と材料]

銅板切り作業台の塗装




作業台は銅板を切るために考えたものですが、これとは別に銅板の切断とプレートマーク作製の兼用のものがあります。そちらの方が一台で済み、収納にも場所を取りません。
銅板をテープで貼って留めるのではなく、しっかり固定することができ作業自体効率よく行えます。自身の制作する版の大きさ及びプレス機の印刷幅に応じたものがあると便利です。とても気に入っています。そして、お勧めです。
塗装をするために天板を外しました。底板は木工ボンドで接着していますが、天板はこのようにビスを外せば交換もできます。使用する際には、切り欠いた辺と作業机の辺を合わせます。この切り欠いた部分は、銅板とスチール定規をC型クランプで固定するために必要です。
この作業台の作り方の詳細は、技法書「ビュラン研ぎと扱い方」及びブログ「インタリオ」を参照してください。
※ ビュラン研ぎと扱い方
タグ:銅板切り用作業台



















